静置设备及金属结构安装技术
塔器设备安装技术
金属储罐(柜)制作安装技术
球形罐的安装技术
金属结构制作安装技术
塔器设备安装
整体安装
散装安装方式――卧式组焊、立式组焊
整体安装程序
塔器现场检查验收→基准线标识→运放至吊装要求位置→基础验收、设置垫铁→整体吊装、找正、紧固地脚螺栓、垫铁点固→二次灌浆。
塔器设备安装准备工作
分段到货塔器外观质量检测验收内容 阅读熟悉即可
塔体分段处的圆度、外圆周长偏差、端口不平度、坡口质量符合相关规定;筒体直线度、筒体长度以及筒体上接管中心方位和标高的偏差符合相关规定;组装标记清晰;裙座底板上的地脚螺栓孔中心圆直径允许偏差、相邻两孔弦长允许偏差和任意两孔弦长允许偏差均为2mm。
塔器散装安装
卧式组焊施工程序(阅读了解)
到货开箱检查验收→在现场组装场地搭设临时道木支墩或设置滚轮架(托辊)等组装胎具→各段塔体组对焊接(可按上段筒体→中段筒体→下段筒体→底段筒体含裙座的顺序)成整体→对现场施焊的环焊缝进行无损检测→热处理(根据设计文件要求)→耐压试验、气密性试验。
塔体组焊完成后,按整体到货塔器的相同程序安装就位,并进行内固定件和其他配件安装焊接。
塔器散装安装
立式组焊施工程序(阅读了解)
分段筒体、部件检查验收→基础验收、安放垫铁→塔体的最下段(带裙座段)吊装就位、找正→吊装第二段(由下至上排序)、找正→组焊段间环焊缝、无损检测→重复上述过程:逐段吊装直至吊装最上段(带顶封头段)、找正、组焊段间环焊缝、无损检测→整体找正、紧固地脚螺栓、垫铁点固及二次灌浆→内固定件和其他配件安装焊接→耐压试验、气密性试验。现场施焊的环焊缝的无损检测也可在塔器各段全部组焊完毕后进行。
产品焊接试件【重要】
塔器现场组焊必须制备产品焊接试板(以下称试板)。
试板制备的要求:
1)由施焊塔器的焊工,在与施焊相同的条件下采用与施焊塔器相同的焊接工艺焊接试板;
2)试板材料应与塔器用材具有相同标准、相同牌号、相同厚度和相同热处理状态;
3)试板焊接后及时打上焊工钢印代号,经检验员外观检查合格后,打上检验员钢印号;
4)塔器焊后需热处理时,试件应随焊缝一起进行热处理。
试板的检验与评定
试板的焊接接头经外观检查和无损检测,合格标准与设备焊接接头的合格标准相同,焊接试板上截取试样的评定按照标准执行。
试板的试验
试样的拉伸试验
试件的弯曲试验
试件的冲击试验
焊接产品试件的复验
【提示】要求考生掌握焊接试板的制作与检验。
塔器耐压试压(水压试验、气压试验)
水压试验(阅读熟悉)
(1)试验介质宜采用洁净淡水。奥氏体不锈钢制塔器用水作介质试压时,水中的氯离子含量不超过25ppm。
(2)在塔器最高与最低点且便于观察的位置,各设置一块压力表。两块压力表的量程应相同,且校验合格并在校验有效期内。压力表量程不低于1.5倍且不高于3倍试验压力。
(3)试验充液前应先打开放空阀门。充液后缓慢升至设计压力,确认无泄漏后继续升压至试验压力,保压时间不少于30min,然后将压力降至试验压力的80%,对所有焊接接头和连接部位进行检查。
塔器气压试验程序要求
1)缓慢升至试验压力的10%,且不超过0.05MPa,保压时间5min,
对所有焊接接头和连接部位进行初次泄漏检查;
2)初次泄漏检查合格后,继续升压至试验压力的50%,观察有无异常现象;
3)如无异常现象,继续按规定试验压力的10%逐级升压,直到试验压力,保压 10min后将压力降至规定试验压力的87%,对所有焊接接头和连接部位进行全面检查;
注:有的规范是保压30min,考试时按教材。
4)检查期间保持压力不变,并不得采用继续加压的方式维持压力不变。
水压试验、气压试验合格标准
|
试验项目 |
合格标准 |
|
水压试验
|
无渗漏;无可见变形;试验过程中无异常的响声。 放水后,对标准抗拉强度下限值大于或等于540MPa的钢制容器,进行表面无损检测抽查未发现裂纹。 |
|
气压试验 |
试验过程中无异常的响声, 经过肥皂液或者其他检漏液无漏气,无可见变形。 泄压后,对标准抗拉强度下限值大于或等于540MPa的钢制容器,进行表面无损检测抽查未发现裂纹。 |
气密性试验 阅读了解
1.试验条件
(1)气密性试验前将安全附件装配齐全。
(2)经耐压试验合格后进行。对作气压试验的塔器,气密性试验可在气压试验压力降到气密性试验压力后一并进行。
2.合格标准:无泄漏。
金属储罐的分类
根据储罐顶部结构形式分:固定顶储罐、浮顶储罐
根据储罐本体结构形式分:单层储罐和双层储罐
(1)单层储罐罐壁为单层,如:一般的金属油罐。
(2)双层储罐为平底双壁圆柱形,内外壁为不同材质。
如:常见的LNG(液化天然气)常压低温储罐。
PS:液化天然气液化温度-162℃
浮顶储罐的结构特点
浮顶储罐分:外浮顶储罐,内浮顶储罐
罐顶盖浮在敞口的圆筒形罐壁内的液面上 并随液面升降,在浮顶与罐内壁之间的环形空间设有随着浮顶浮动的密封装置。 其优点是可减少或防止罐内液体蒸发损失,也称外浮顶储罐。
LNG(液化天然气储罐)结构示意图
LNG储罐(常压低温)
有单容罐、双容罐和全容罐几种类型。
(1)储罐内筒一般采用Ni9合金钢(镍9钢),也可为全铝、不锈钢薄膜或预应力混凝土,外壁为碳钢或预应力混凝土。壁顶的悬挂式绝热支撑平台为铝制,罐顶则由碳钢或混凝土制成。
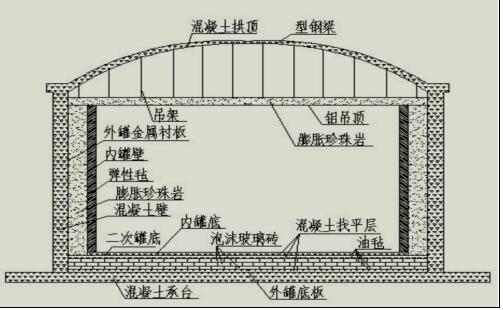
(2)罐内绝热材料主要为膨胀珍珠岩、弹性玻璃纤维毡及泡沫玻璃砖等。
金属储罐安装方法【重要】
金属储罐安装方法主要有正装法、倒装法.
外搭脚手架正装法 内挂脚手架正装法
液压顶升倒装法
外搭脚手架正装法
(1)脚手架随罐壁板升高而逐层搭设;
(2)当纵向焊缝采用气电立焊、环向焊缝采用自动焊时,脚手架不得影响焊接操作;
(3)采用在壁板内侧挂设移动小车进行内侧施工;
(4)采用吊车吊装壁板。
这种架设正装法(包括以下内挂脚手架正装法)适合于大型和特大型储罐,便于自动焊作业。
内挂脚手架正装法
加入一级建造师考试交流群780122570 ![]() ,可协助报名,有报名提醒。也可在线做题,在线听课,一级建造师考试抢先学。
,可协助报名,有报名提醒。也可在线做题,在线听课,一级建造师考试抢先学。
1)每组对一圈壁板,就在壁板内侧沿圆周挂上一圈三脚架,在三脚架上铺设跳板,组成环形脚手架,作业人员即可在跳板上组对安装上一层壁板。
2)在已安装的最上一层内侧沿圆周按规定间距在同一水平标高处挂上一圈三脚架,铺满跳板,跳板搭头处捆绑牢固,安装护栏。
3)搭设楼梯间或斜梯连接各圈脚手架,形成上、下通道。
4)一台储罐施工宜用2层至3层脚手架, (2014单选)1个或2个楼梯间,脚手架从下至上交替使用。
5)在罐壁外侧挂设移动小车进行罐壁外侧施工。
6)采用吊车吊装壁板。
2015案例外搭脚手架正装法和内挂脚手架正装法的区别
答:主要区别有以下三点:
1)脚手架搭设方法不同:
外搭脚手架随罐壁板升高而逐层搭设;
内挂脚手架每组对一圈壁板,组成环形脚手架,作业人员可组对安装上一层壁板;
脚手架从下至上交替使用;
2)挂设移动小车位置不同、施工位置不同:
外搭脚手架在壁板内侧挂设移动小车进行内侧施工;
内挂脚手架在罐壁外侧挂设移动小车进行罐壁外侧施工;
3)脚手架搭设成本不同
外搭脚手架搭设成本高于内挂脚手架
金属储罐倒装法
边柱倒装法 阅读熟悉
利用均布在罐壁内侧带有提(顶)升机构的边柱提升与罐壁板下部临时胀紧固定的胀圈,使上节壁板随胀圈一起上升到预定高度,组焊第二圈罐壁板。然后松开胀圈,降至第二圈罐壁板下部胀紧、固定后再次起升。如此往复,直至组焊完。
金属储罐焊接工艺
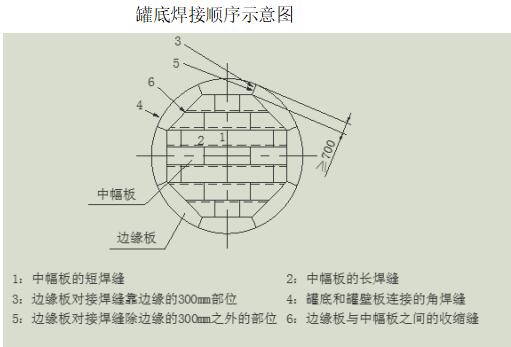
罐底焊接工艺
(1)焊接工艺原则:采用收缩变形最小的焊接工艺及焊接顺序。
(2)焊接顺序。
中幅板焊缝→罐底边缘板对接焊缝靠边缘的300mm部位→罐底与罐壁板连接的角焊缝(在底圈壁板纵焊缝焊完后施焊)→边缘板剩余对接焊缝→边缘板与中幅板之间的收缩缝。
金属储罐焊接工艺
罐壁焊接工艺(2015案例)
|
焊接方法 |
焊接顺序 |
|
焊条电弧焊 |
先焊纵向焊缝,后焊环向焊缝: 当焊完相邻两圈壁板的纵向焊缝后,再焊其间的环向缝。 焊工应均匀分布,并沿同一方向施焊。 |
|
纵焊缝的气电立焊(自动焊) |
自下向上焊接 |
|
对接环焊缝采用埋弧自动焊 |
焊机应均匀分布,并沿同一方向施焊 |
金属储罐焊接工艺
罐顶焊接工艺
(1)焊接工艺原则 :先短后长,先内后外。
(2)焊接顺序
1)径向的长焊缝采用隔缝对称施焊方法,由中心向外分段跳焊。
2)顶板与包边抗拉环、抗压环焊接时,焊工应对称分布,并沿同一方向分段跳焊。
金属气柜
气柜分类:湿式气柜和干式气柜。
湿式气柜
低压湿式气柜是设置水槽,用水密封的气柜;包括直升式气柜(导轨为带外导架的直导轨)和螺旋式气柜(导轨为螺旋形)。亦可按照活动塔节分为单节气柜和多节气柜。
钟罩、中节和水槽组装也分正装法和倒装法施工。
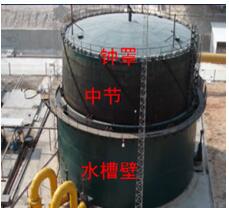
正装法施工程序为――
由组装水槽壁开始逐节向里安装,最后组装钟罩。
倒装法施工程序为――
由钟罩开始逐节向外安装最后组装水槽壁。
预防储罐焊接变形技术措施
1.组装措施
(1)储罐排板(版)要符合GB50128-2014规范的要求,焊缝要分散、对称布置。
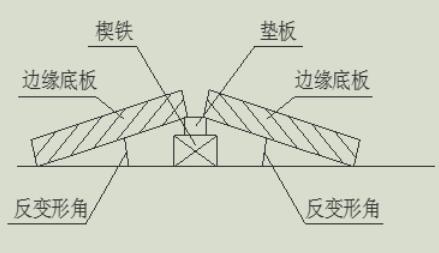
(2)底板边缘板对接接头采用不等间隙,间隙要外小内大;采用反变形措施,在边缘板下安装楔铁,补偿焊缝的角向收缩。
(3)壁板卷制中要用弧形样板检查边缘的弧度,避免壁板纵缝组对时形成尖角。可用弧形护板定位控制纵缝的角变形。
在边缘板下安装楔铁,补偿焊缝的角向收缩
示意图
2.焊接技术措施
(1)底板控制焊接变形的措施(2011、2014单选)略
(2)壁板控制焊接变形的措施
1)壁板焊接要先纵缝、后环缝,环缝焊工要对称分布,沿同一方向施焊;
2)打底焊时,焊工要分段跳焊或分段退焊;
3)在焊接薄板时,应采用Φ3.2的焊条,采用小电流、快速焊的焊接参数施焊,用小焊接热输入,减少焊缝的热输入量,降低焊接应力,减少焊接变形。
责编:Caixing
一级建造师二级建造师消防工程师造价工程师土建职称公路检测工程师建筑八大员注册建筑师二级造价师监理工程师咨询工程师房地产估价师 城乡规划师结构工程师岩土工程师安全工程师设备监理师环境影响评价土地登记代理公路造价师公路监理师化工工程师暖通工程师给排水工程师计量工程师
执业药师执业医师卫生资格考试卫生高级职称护士资格证初级护师主管护师住院医师临床执业医师临床助理医师中医执业医师中医助理医师中西医医师中西医助理口腔执业医师口腔助理医师公共卫生医师公卫助理医师实践技能内科主治医师外科主治医师中医内科主治儿科主治医师妇产科医师西药士/师中药士/师临床检验技师临床医学理论中医理论




 当前位置:
当前位置:
