焊接技术
焊接材料与设备选用要求
焊接方法与焊接工艺评定
焊接应力与变形
焊接质量检验方法
焊条按熔渣碱性分:
碱性焊条(又称作低氢型焊条)和酸性焊条。
碱性焊条和酸性焊条工艺性能对比
|
对比的项目 |
碱性焊条 |
酸性焊条 |
|
药皮氧化还原性 |
还原性强 |
氧化性强 |
|
对水、锈产生气孔的敏感性 |
敏感 |
不敏感 |
|
电弧稳定性 |
应采用短弧操作 |
稳定、可长弧操作 |
|
电源极性 |
直流、反极性 |
交、直流两用 |
|
耐大电流 |
一般 |
好 |
|
焊缝成形 |
一般、熔深较深 |
好、熔深较浅 |
|
熔渣结构 |
呈结晶状 |
玻璃状 |
|
脱渣性 |
不同品牌有好有坏 |
好 |
|
焊接烟尘 |
较多 |
少 |
|
扩散氢含量 |
低 |
高 |
|
全位置焊接操作性 |
一般 |
好 |
焊条选用基本要求
1)焊接材料的选用设计有规定时应按设计文件要求选用。
2)设计无规定时应在满足结构安全、可靠使用的前提下,以改善作业条件和提高技术经济效益为原则,设计无规定时综合考虑以下因素:钢材化学成分及力学性能;焊缝金属性能;钢结构特点(板厚、接头形式)和受力状态;工艺性;焊接位置和施焊条件(室内、野外、空间大小);焊接工作量(焊缝长度、焊缝当量DIN)
①焊缝金属的力学性能和化学成分匹配原则②保证焊接构件的使用性能和工作条件原则③满足焊接结构特点及受力条件原则④具有焊接工艺可操作性原则⑤提高生产率和降低成本原则
焊条选用原则的应用
焊条选用原则
|
场合条件 |
选用的焊条 |
|
普通结构钢 |
熔敷金属抗拉强度 等于或稍高于母材的焊条 |
|
合金结构钢 |
焊条的合金成分要与母材相同或相近 |
|
接触腐蚀介质的焊件 |
不锈钢焊条 |
|
焊接部位难以清理的焊件 通风条件差的场合 |
酸性焊条、低尘焊条 |
|
焊缝易产生裂纹的情况下 |
比母材强度低的焊条; 抗裂性能好的低氢型焊条 |
|
母材中碳、硫、磷偏高 |
选塑性、韧性指标较高的 低氢型焊条 |
|
受震动冲击的焊件 |
特种设备的焊接材料复验
(1)球罐用的焊条和药芯焊丝应按批号进行扩散氢复验。
(2)工业管道用的焊条、焊丝、焊剂库存超过期限,应经复验合格后方可使用。焊接材料质量证明书或合格证书上应注明库存的期限,并应符合以下规定:
1)酸性焊接材料及防潮包装密封良好的低氢型焊接材料的规定期限一般为2年;
2)石墨型焊接材料及其他焊接材料的规定期限为1年。
【提示】焊条选用和材料复验易考多选,这个点也有可能考案例,要重点掌握。
焊条电弧焊 阅读熟悉
(1)机动性和灵活性好
不受场地限制;用于结构复杂、空间狭小时,比其他焊接方法灵活。(这是因为其焊接设备简单,只需要配备适用的电源、焊钳和足够长的焊接电缆。)
(2)焊缝金属性能良好
(略)
(3)工艺适应性强
不适用焊“活性金属”,其它金属结构都可以焊。
钨极惰性气体保护焊 阅读熟悉
具有焊条电弧焊的特点,自有的特点:电弧热量集中,可精确控制焊接热输入,焊接热影响区窄。
焊接过程不产生熔渣、无飞溅,焊缝表面光洁。焊接过程无烟尘;熔池容易控制;焊缝质量高。焊接工艺适用性强。几乎可以焊接所有的金属材料。焊接参数可精确控制,易于实现焊接过程全自动化。
焊接工艺评定
定义 阅读了解
焊接工艺评定是指为验证所拟定的焊接工艺正确性而进行的试验过程及结果评价。记载验证性的试验及其结果,对拟定的焊接工艺规程进行评价的报告称为焊接工艺评定报告(PQR)。拟定的焊接工艺规程是为焊接工艺评定所拟定的焊接工艺文件,称为:预焊接工艺规程(PWPS)。
焊接工艺评定作用(案例阅读)
(1)验证施焊单位能力
焊接工艺评定验证施焊单位拟定焊接工艺的正确性,并评定施焊单位在限制条件下,焊接成合格接头的能力。
(2)编制焊接工艺规程的依据
GB50236-2011中规定:工程产品施焊前,应依据焊接工艺评定报告编制焊接工艺规程,用于指导焊工施焊和焊后热处理工作,一个焊接工艺规程可以依据一个或多个焊接工艺评定报告编制;一个焊接工艺评定报告可用于编制多个焊接工艺规程。
焊接工艺评定必须自己单位完成:PWPS的编制、试件焊接等。焊评试件由本单位技能熟练的焊工、用本单位的焊接设备施焊。
可以委托另一个单位来完成:试件和试样的加工、无损检测和理化性能试验等。
焊评试件检验项目至少包括:外观检查、无损检测、力学试验、弯曲试验。
焊接工艺评定报告应由焊接技术负责人审核。 承担钢结构工程焊接难度等级C级和D级的施工单位,焊接技术负责人应具有高级技术职称。
焊接技术管理要求
焊接技术交底内容:①焊接工程特点,②焊接规程(WPS)内容,③焊接质量检验计划,④进度要求等。超次返修,焊缝同一部位的返修次数不宜超过2次。如超过2次,返修前应编制超次返修技术方案,并经施工单位技术负责人批准后,方可实施。
特殊材料焊接工艺措施
有延迟裂纹倾向的材料
有再热裂纹倾向的材料
抗硫化氢腐蚀钢(20HIC)
【题型】
针对案例背景中的母材,那些特殊材料要制定相应的焊接工艺措施?
答:对①有延迟裂纹倾向的材料②有再热裂纹倾向的材料③抗硫化氢腐蚀钢(20号钢)制定相应的焊接工艺措施
有延迟裂纹倾向的材料
产生延迟裂纹原因: 产生延迟裂纹与焊缝含扩散氢、接头所承受的拉应力以及由材料淬硬倾向决定的金属塑性储备有关,是三个因素中的某一因素与相互作用的结果。
防止产生延迟裂纹的措施(注意有考案例的可能)应采取焊条烘干、减少应力、焊前预热、焊后及时热处理的措施外,尽量严格执行焊后热消氢处理的工艺,必要时打磨焊缝余高。不能及时进行热处理时,应在焊后立即均匀加热至200-300度,并保温缓冷。
有再热裂纹倾向的材料
产生再热裂纹与钢中所含碳化物形成元素(Cr、Mo、Ti、B等)有关,预防产生再热裂纹的方法:
(1)预热
预热温度为200〜450℃;若焊后能及时后热,可适当降低预热温度。
(2)应用低强度焊缝
焊缝强度低于母材以增高其塑性变形能力。
(3)减少焊接应力
合理地安排焊接顺序、减少余高、避免咬边及根部未焊透等缺陷以减少焊接应力。
【提示】焊接工艺规程为今年新增内容,考生需要重点掌握焊接工艺评定的作用和步骤,焊接技术,并能够在选择题和案例题中灵活应用。
降低焊接应力的措施
设计措施
(1)减少焊缝的数量和尺寸,可减小变形量,同时降低焊接应力。
(2)避免焊缝过于集中,(合理安排焊缝位置)从而避免焊接应力峰值叠加。
(3)优化设计结构,如将容器的接管口设计成翻边式,少用承插式。(合理选择焊缝的形状)
工艺措施
①采用较小的焊接线能量
②合理安排装配焊接顺序
③层间进行锤击
④预热拉伸补偿焊缝收缩(机械拉伸或加热拉伸)
⑤焊接高强钢,选用塑性较好的焊条
⑥预热
⑦消氢处理
⑧焊后热处理(最通用的方法是高温回火)
⑨利用振动法来消除焊接残余应力
焊后热处理:消除残余应力的最通用的方法是高温回火。如,将焊件放在热处理炉内加热到一定温度(Ac1以下)和保温一定时间,利用材料在高温下屈服极限的降低,使内应力高的地方产生塑性流动,弹性变形逐渐减少,塑性变形逐渐增加而使应力降低。
PS:Ac1――临界温度(转变温度)。
焊接变形的分类
焊接变形可分为
①在焊接热过程中发生的瞬态热变形②室温条件下的残余变形就残余变形而言,又可分为焊件的面内变形和面外变形。
面内变形:①焊缝纵向收缩变形②横向收缩变形③焊缝回转变形
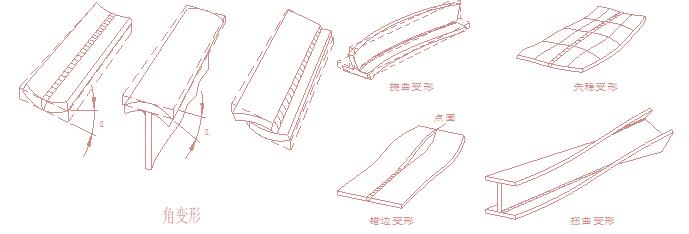
面外变形:角变形、弯曲变形、扭曲变形、失稳波浪变形。
残余变形的面内变形和面外变形示意图
面内变形示意图:

面外变形示意图
焊接变形的危害 : ①降低装配质量②影响外观质量③降低承载力④增加矫正工序⑤提高制造成本
预防焊接变形的措施 : (1)进行合理的焊接结构设计(2)采取合理的装配工艺措施(3)采取合理的焊接工艺措施。【题型】选择题,具体内容混合考其一
装配工艺措施 :(1)预留收缩余量法(2)反变形法(3)刚性固定法:广泛应用工程焊接较小的构件,对防止角变形和波浪变形有显著的效果。装配压力容器及球罐时,采用弧形加强板、日字形夹具进行刚性固定。(4)合理选择装配程序
焊接工艺措施:(1)合理的焊接方法,尽量用气体保护焊等热源集中的焊接方法,不宜用焊条电弧焊,特别不宜选用气焊。(2)合理的焊接线能量(3)合理的焊接顺序和方向
【提示】考生注意区分降低焊接应力的工艺措施和预防焊接变形的措施,并能够在选择题和案例题中灵活应用。
焊接检验方法分类 阅读了解
|
焊接检验方法分类 |
检验方式 | |
|
破坏检验
|
力学性能试验 |
弯曲试验、拉伸试验、冲击试验、 硬度试验、断裂性试验、疲劳试验 |
|
化学分析试验 |
化学成分分析、不锈钢晶间腐蚀试验、 焊条扩散氢含量测试 | |
|
金相试验 |
宏观组织、微观组织 | |
|
焊接性试验 | ||
|
非破坏性试验
|
外观检验 | |
|
无损检测 |
渗透检测、磁粉检测、超声检测、射线检测 | |
|
耐压试验和泄漏试验 | ||
焊接过程质量检验
焊接前检验内容 ①母材和焊材②零部件主要结构尺寸③组装质量④坡口清理检查⑤焊接前确认
组对后、焊接前检查为质量控制点
焊接过程质量检验(主要内容):定位焊缝、焊接线能量、多层(道)焊、后热
焊接线能量:对有冲击力韧性要求的焊缝,施焊时应测量焊接线能量并记录。与焊接线能量有直接关系的因素包括:焊接电流、电弧电压和焊接速度。线能量的大小与焊接电流、电压成正比,与焊接速度成反比。即:用公式来计算――焊接线能量(J/cm)=(焊接电流×电弧电压)/焊接速度
【焊接线能量相关知识】
焊接线能量是指熔焊时,由焊接能源输入给单位长度焊缝上的能量。焊接线能量,综合了焊接电流、电弧电压、焊接速度三个工艺因素对焊接热循环的影响。 线能量增大时,过热区的晶粒尺寸粗大,韧性降低;线能量减小时,硬度和强度提高,但韧性会降低;焊接工艺规程(WPS)中会有相应的合理的焊接工艺来改善焊接性能。那么我们在焊接过程中要进行测量记录实际的焊接工艺参数(焊接电流、电弧电压、焊接速度),确认是否执行了焊接工艺的要求。
焊缝检验 【重要】
(1)外观检验(包括:焊缝表面、几何尺寸)
(2)无损检测
(3)其它检验(如,硬度检验、腐蚀试验、金相试验)
容器焊接后应检查几何尺寸,包括①同一端面最大内直径与最小内径之差;②椭圆度;③矩形容器截面上最大边长与最小边长之差;④焊接接头棱角度(环向和轴向)等。
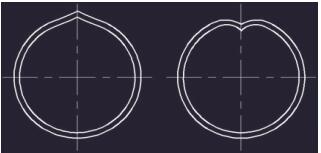
焊接接头环向棱角示意图
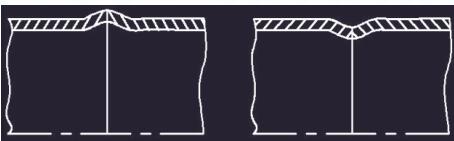
焊接接头轴向棱角示意图
常用焊接接头无损检测方法及适用范围
|
检测方法代号 |
适用范围
| ||
|
材料 |
焊接接头形式 |
透照厚度(mm) | |
|
射线 RT |
金属材料 |
对接接头、角接接头、 管板角焊缝等 |
钢:<38 |
|
超声波 UT |
金属材料 |
对接接头、T型焊接接头、 角接接头、堆焊层等 |
容器:6-500 管道:6-150 |
|
磁粉 MT |
铁磁性材料 |
对接接头、T型焊接接头、 角接接头等 |
|
|
渗透 PT |
非多孔金属材料 |
不限制 |
|
无损检测技术要点 : (1)立式圆筒形钢制焊接储罐壁钢板最低标准屈服强度大于390MPa时,焊接完毕后至少经过24h后再进行无损检测;(2)对有延迟裂纹倾向的材料,应当至少在焊接完成24h后进行无损检测,但是,该材料制造的球罐,应当在焊接结束至少36h后进行无损检测;(3)对有再热裂纹倾向的材料,应在热处理后增加一次无损检测。
焊缝内部无损检测RT与UT的优缺点
|
超声波探伤UT的优点 |
射线探伤RT的缺点 |
|
• 面积型缺陷的检出率较高, • 穿透能力强,适合于厚壁工件, • 定位准确,可以测量缺陷自身高度, • 对人体和环境无害, • 检测成本较低检测速度快等; |
对面积型缺陷的检出受到多种因素的影响,有时会漏检, 厚壁工件的缺陷检出率偏低,缺陷在工件厚度方向的位置难以确定,自身高度难以测量, 射线对人体和环境有危害, 防护成本、检测成本较高,而且射线检测速度较慢等。 |
RT与UT优缺点的对比
|
射线探伤RT的优点 |
超声波探伤UT的缺点 |
|
• 检测结果有直接记录(底片),可以获得缺陷的投影图像, • 缺陷定性, • 长度测量比较准确, • 对体积型缺陷和薄壁工件中的缺陷,检测率较高; |
常用的(不可记录)脉冲反射法超声波检测结果无直接见证记录,无缺陷直观图像, 缺陷定性困难, 定量精度不高, 薄壁工件检测困难,一般需要对探头扫查面进行打磨处理,增加了工作量。 |
【提示】焊接质量检验方法历年为常考点,考生需要重点焊接过程质量检验和无损检测,并能够在选择题和案例题中灵活应用。
想高机率通过一级建造师考试吗?赶快加入一级建造师考试交流群:780122570 ![]() 有考友交流 、享考前动态提醒、 得考前提分资料。
有考友交流 、享考前动态提醒、 得考前提分资料。
责编:Caixing
一级建造师二级建造师消防工程师造价工程师土建职称公路检测工程师建筑八大员注册建筑师二级造价师监理工程师咨询工程师房地产估价师 城乡规划师结构工程师岩土工程师安全工程师设备监理师环境影响评价土地登记代理公路造价师公路监理师化工工程师暖通工程师给排水工程师计量工程师
执业药师执业医师卫生资格考试卫生高级职称护士资格证初级护师主管护师住院医师临床执业医师临床助理医师中医执业医师中医助理医师中西医医师中西医助理口腔执业医师口腔助理医师公共卫生医师公卫助理医师实践技能内科主治医师外科主治医师中医内科主治儿科主治医师妇产科医师西药士/师中药士/师临床检验技师临床医学理论中医理论




 当前位置:
当前位置:
